Increase the degree of production flow

I use in the factories of my clients the value stream analysis as very good way to localize the maximum of potentials.to reduce the Throughput time. (Another way is the use of the quick response manufacturing method (QRM))
5 Steps (short summary) to find the potentials. For more Information see www.garian.de (only for german speakers oder contact me)
Phase 1: assembly product families
Objective: From all the Client's product group, products are brought together to form a family, which are produced with similar production processes on mainly the same resources. The aim of this phase is to reduce the complexity and the number of different value streams to a minimum.
The result is a product family matrix
Phase 2: Customer requirements (customer demand rate) analysis per product family
Objectiv: The aim of phase 2 is to calculate the customer needs of the different product families (customer demand rate). The forecast of the annual sales volume for the different products are needed and is very helpful.
In order to be able to calculate the customer cycle for the individual product families (cycle time), the client needs to provide the factory days according to the factory calendar and the effective working time as information
If the client have to optimize the Dimensions for warehouse logistics, supermarkets and picking areas, i needs the fluctuations in customer demand from the last year for the corresponding products from the Client.
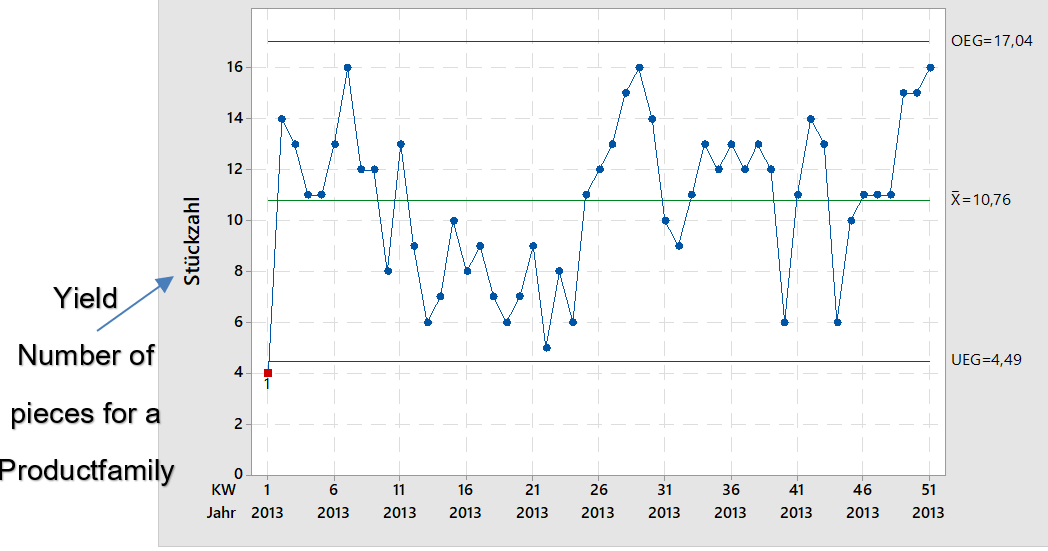
(KW = Calender Week, Jahr = Year). The Sales Volume (customer demand) = 545 pieces for the year 2013
In order to achieve an optimal dimensioning, i recommend taking account of fluctuations in customer demand. In the best case, these fluctuations in customer demand are not so large for the Client so that the average value is sufficient for dimensioning.
The result of this phase is the definition of the customer demand rate for the different product families, taking into account fluctuations in customer demand.
Phase 3: Value stream analysis (actual)
Objectiv: The objective is to calculate the degree of production flow (process cycle efficiency) per product family as a KPI for the analysis of the actual state of the value stream and to evaluate the impact of value stream optimization proposals
the most important tasks:
- Recording of the production processes (actual) from the customer's point of view (starting from shipping to goods receipt) as well as the corresponding material flows for the previously defined product families
- Recording of the business processes (actual) for order processing from the customer's perspective (starting with the acceptance of the sales order up to dispatch) and the associated information flow
Recording of the production processes (actual)
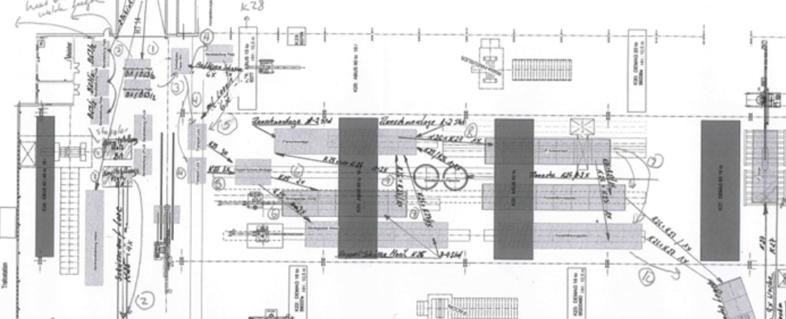
Initially i use a A3 spaghetti diagrams to record (visualize) the material flow and to localize "non value add" or "wasted" transport (or motion) activities for raw material, tools, ressources and semi- finished products
sometimes i use a Excel-Sheet (as standard work sheet) for recording of all work processes (manual, automatic, handling, etc.) including times (composition of the cycle time for each step) for the different product families. For a better transparency for my clients i categorize each step (Excel sheet row) as "value added", "non value added" or "wasted" activity. I use the Excel filter functionality to show my client, how much time he loses due to unnecessary activities (potential)
In order to implement this task, i record following information:
- for each production step for the corresponding product families: process description, number of employees, number of resources required, processing time (including manual working time, running time of the machine and all necessary auxiliary times), technical availability of the machines in accordance with VDI 3423, process time (process quantity), cycle time (time to completion of a yield unit), setup time (incl. batch size), first time yield, working time. In case of an external contract award we need the throughput time.
- for the material flow (for the corresponding product families): Shop floor layout with appropriate dimensions, Storage type for all specified storage bins (finished goods storage, semi-finished goods storage, raw material storage, WIP bins, tool storage bins, magazine issue for C material, etc.) incl. stock quantity, number of storage bins, number of parts per product, range of coverage per product (inventory time), Frequency of delivery to the customer, means of transport for internal transport (incl. number of parts, products or weight per carrier), Frequency of delivery for raw materials or semi-finished products by suppliers, delivery quantity as a percentage of total raw materials, replenishment lead time, target stocking-up period
Recording of the business processes (actual)
In order to implement this task, i use following information:
- All (ERP, APS, production monitoring system, MES) business processes (according to VDI 5600) that are required for fulfilling customer orders as well as for planning and controlling production
- All data and documents exchanged between customers, SCM (supply chain), suppliers and production to control the production process.
This information can best be found in the production order or BOM structure, in the SCM modules of an ERP or in the data for production monitoring system, APS or MES module. If the required data are not available in electronic form, they must be determined manually.
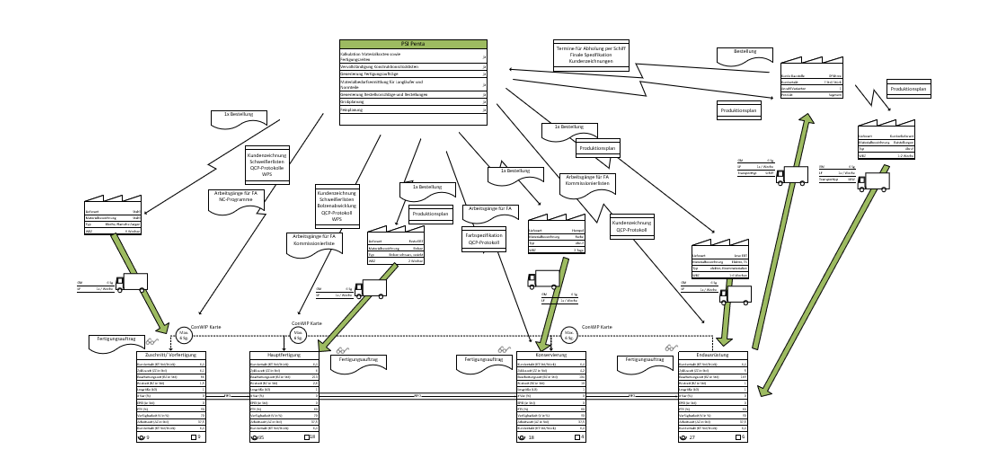
The Value Stream Map (actual)
The recorded production processes, as well as material flows (incl. warehouse, buffer stocks, and suppliers) and the relevant business process information are linked and graphically displayed using a Value Stream Map . The result of this presentation is the comprehensible calculation of the current degree of flow (process cycle efficiency) in production (as Key Performance Indicator) as a measure to evaluate the impact of possible improvement measures.
Phase 4: Optimization of the value stream (value stream design)
The aim of phase 4 is the elaboration of measures for value stream optimization My approaches to achieve this goal (new value stream design) are among others:
Minimize waste through overproduction (orientation of production to the customer demand rate) and stock-keeping (reduction of the target availability time (stocking-up period)). Reduction of non-value-added activities in the production process (parts and tool search, waiting times, repacking of parts, etc.). Minimization of "non-value add" activities during processing (technological and ergonomic quality of the process steps in relation to the production resource). Minimization of waiting times due to missing material or information in the production process. Minimization of transport costs and logistics activities (stocking, retrieval and relocation, sorting and order picking, etc.). Potential approaches for improvement in order processing by reducing the additional costs of managing and collecting information.
My procedure for implementing the above-mentioned approaches (among others) is as follows
- Examination of the advantages of merging manufacturing resources for the production of similar product families (criteria = similar production process, use of similar resources, same customer decoupling points using identical parts, etc.)
- Checking the capacitive dimensioning of production resources (taking into account the technical availability according to VDI 3423) in order to design the available capacity according to customer demand (customer demand rate)
- Ensuring the arrangement of the individual workstations according to the sequence of work tasks. Only one product may be present in each work station occupied by an employee. At the end of the process step, the processed product is passed on to the next process step (One Piece Flow)
- Cycle-time coordination (work balancing) between the individual process steps (optimization of the division of work tasks for a balanced utilization of all workplaces according to customer demand rate)
- Testing of the FiFo linkage (signal buffer incl. inventory limit) of successive production steps, which cannot be arranged spatially next to each other. Ensuring of the optimal position
- Testing and sizing (assessment) of Kanban regulations (Kanban production, Kanban signal, Kanban supplier including material logistics) between successive processes. Ensuring of the optimal position
- Identification of the pacemaker processes for the scheduling of production orders into production in order to be able to better regulate inventories in production. The remaining processes are synchronized with the pacemaker process via FiFo linkage or Kanban
- Identification of bottleneck production resources. Adaptation of the capacity of the pacemaker process to the capacity of the bottleneck resource.
Phase 5: Plan for the implementation of coordinated improvement measures
The aim of phase 5 is the preparation in cooperation with my Client of a time schedule for the implementation of the agreed improvement measures from phase 4
My procedure:
- All change layout activities are categorized according to the production resources involved. These categories form the MS Project summary task
- The following activities are described in the MS Project summary task (applies to production resources)
- Separation of the production resource or workplace concerned from the corresponding media (electricity, water, compressed air, etc.)
- Removal of the production resource
- Perform possible concrete work in the new position
- Provision of the corresponding media for the production resource in the target position
- Transport of the production resource into the target position
- Set up of the production resource
- Order or produce material for acceptance test
- Perform acceptance test
- Documentation of the changes
- Transfer to production
- The operations "Perform acceptance test, Documentation of the changes, Transfer to production" are omitted for the Position change of storage locations, etc.
- The change in the degree of flow of production (process cycle efficiency) should be used as a KPI for the valuation of a business case
- The number of logistics employees depends on customer demand (customer demand rate) and should be calculated weekly or at regular intervals
The time required for the implementation of the coordinated improvement measures should be coordinated with the maintenance department or the corresponding responsible organizational unit.