Production
Analysis phase
The analysis phase to localise waste in production starts by forming a team for the production area coordinated with the top management.
Our system is based on the Toyota Production System (TPS).
The selected employees then receive training from us in this system.
Systematics
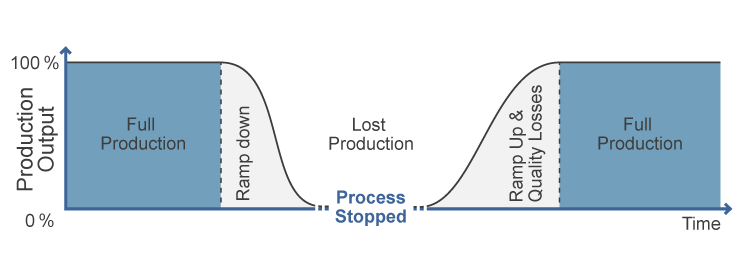
The activities in the areas concerned are recorded as follows with the support of the team and with our standard workplace description.
- Recording of the activities on the equipment
- Duration of the activities in min
- Frequency of the activities in a shift
- The length of the walking distance to perform this activity
- Number of employees involved in performing the task
The recorded activities are categorised as “value-adding” or “not value-adding” by us (driving) in collaboration with the team.
Categorization
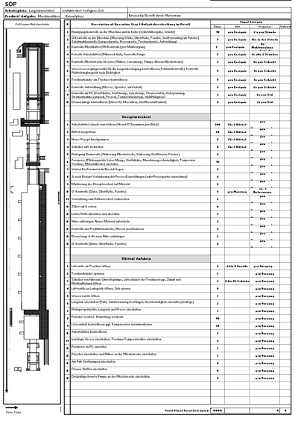
The “not value-adding” activities frequently fall within the following categories:
- Motion
- Overproduction
- Inventory
- Transportation
- Over Processing
- Waiting
- Quality Defects
The result for you is coordinated savings potential. The changes required for this can be implemented in various projects.
Analysis phase – focussed on frequently-encountered problems
The classics
For customer problems that we encounter frequently, we have further optimised how we work during the analysis phase to localise possible problems. The aim is to reduce the duration of the analysis phase for you.
We have included an extract from our standard portfolio of industry solutions on our website.
We can also present other standardised lean approaches such as e.g. General evaluation of potential by means of work sampling, Demand-driven personnel planning for core employees and temporary workers, VSA (value stream analysis), 5S, Employee qualification (all-rounder concept), Training concept for employees, Andon, Andon Board, Material flow analysis, Shopfloor management in a problem-related manner during our initial consultation.
Setup and start-up (SMED)
We start the analysis phase by training the selected employees
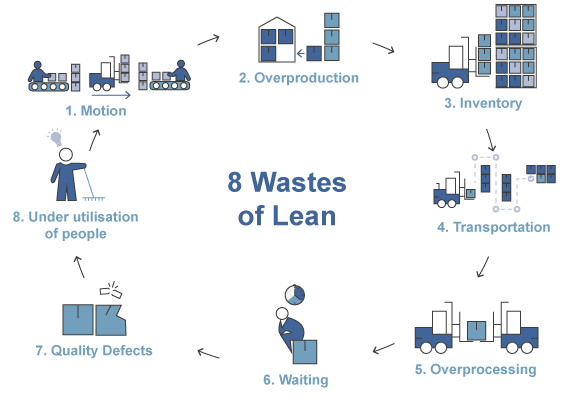
What the top management expects: Reduction of production time losses during setup and start-up (ramp down, setup, ramp up)
How we work in the analysis phase for the setup processes (ramp down, setup, ramp up):
- Recording of all activities during the setup phase
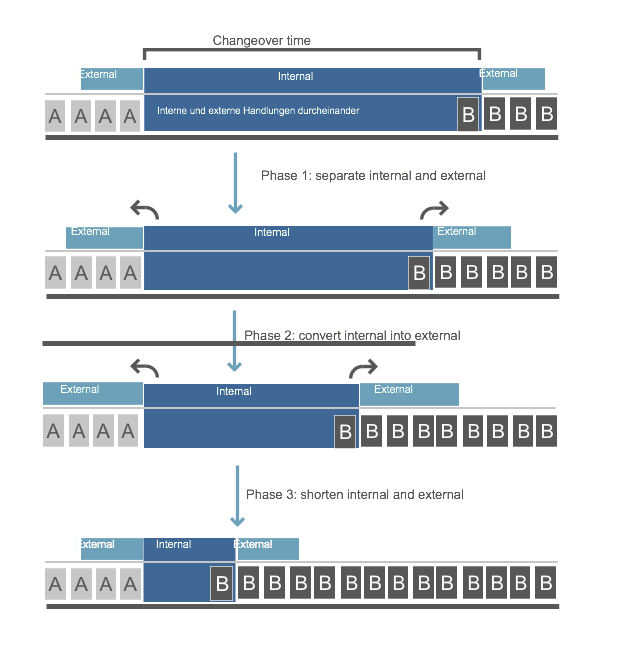
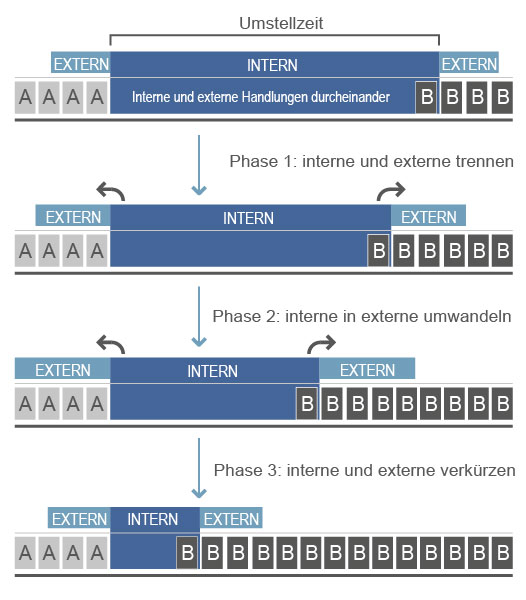
- Categorisation of the changeover time activities
- External activities = activities that can be performed during the productive time of the equipment
- Internal activities = activities that can only be performed during the downtime of the equipment
- Conversion of the identified internal activities into external activities (strive for the maximum)
- Reduction of the duration of internal and external activities
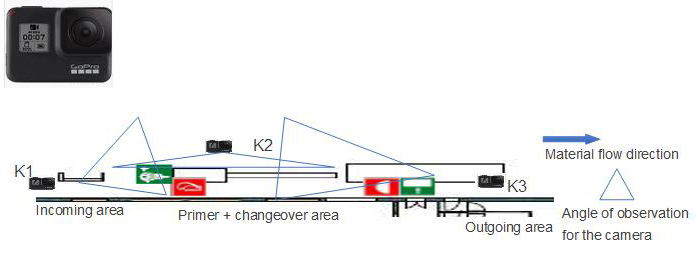
We prefer that activities be recorded with the help of inconspicuous action cameras (GoPro). These are positioned in the selected equipment or in the respective process area for the duration of the recording.
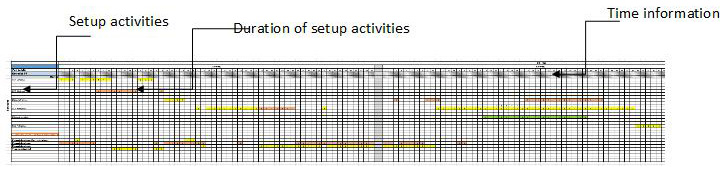
The results of the recording are transferred into a Gantt chart (standard Excel).
Points 2, 3 and 4 of our analysis phase are then implemented in collaboration with your team. The result for you is coordinated savings potential. The changes required for this can be implemented in various projects.
WIP inventory, bottleneck-controlled production (Lean TOC)
We begin the analysis phase by training the selected employees in our analysis process.
The top management expects WIP inventories to be reduced and personnel requirements to be adapted to suit the bottleneck and the actual production volume within interlinked production.
The analysis phase can be implemented more quickly where work plans exist for the manufacture of the different product groups and stock/scrap posting (production completion message) takes place for each working process with an ERP or PDC system.
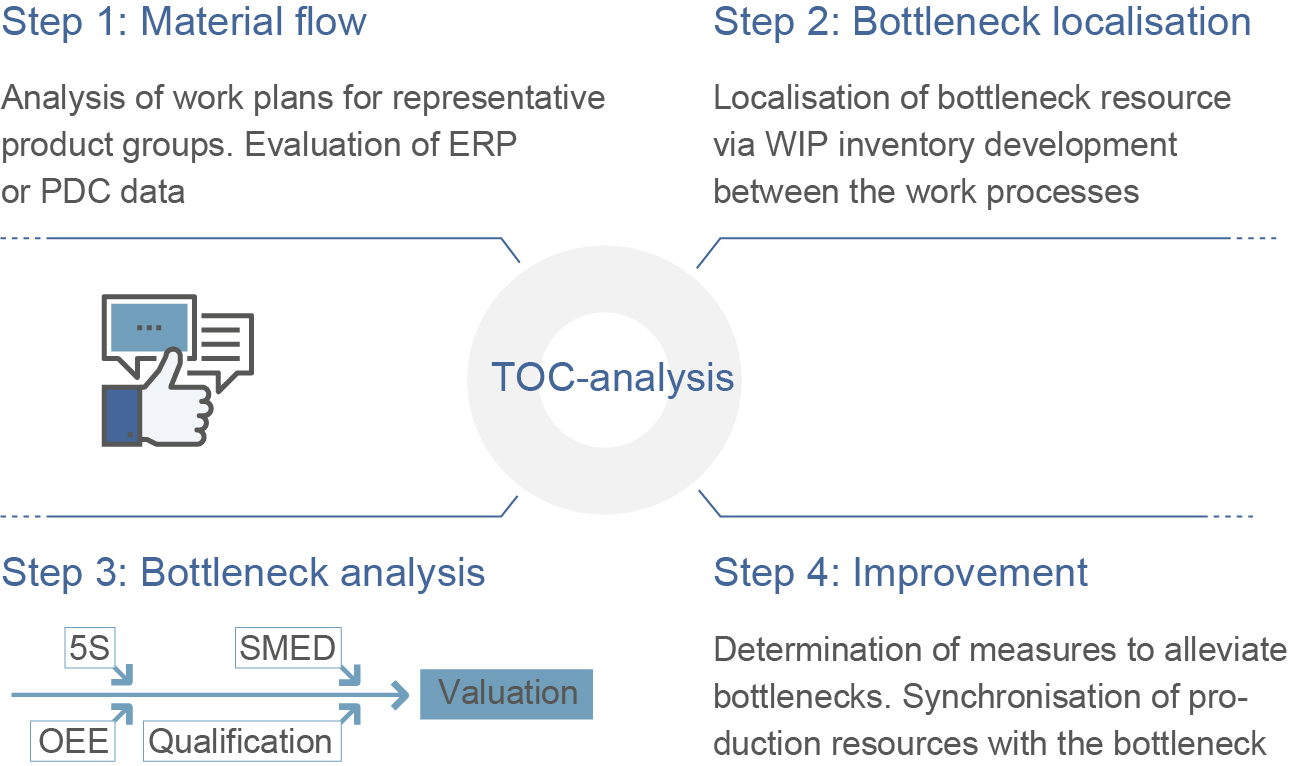
How we work in detail:
- Material flow analysis
- Analysis of work plans for representative product groups
- Evaluation of ERP or PDC data
- Bottleneck localisation
- Localisation of bottleneck resource via WIP inventory development between the work processes
- Bottleneck analysis. Localise main cause of the bottleneck (root causes)
- Provision of resources, raw material, information (5S)
- Setup and start-up (SMED)
- Equipment efficiency (OEE)
- Qualification of employees (multiskilling)
- Identification and quantification of improvements
- Determination of measures to alleviate bottlenecks
- Determination of measures to dynamically monitor bottlenecks
The individual steps are implemented in collaboration with your team.
The result for you is coordinated savings potential. The changes required for this can be implemented in various projects.
Technical availability of equipment and overall equipment effectiveness
Technical availability:
At the start of the analysis phase, your selected employees receive training in our analysis process.
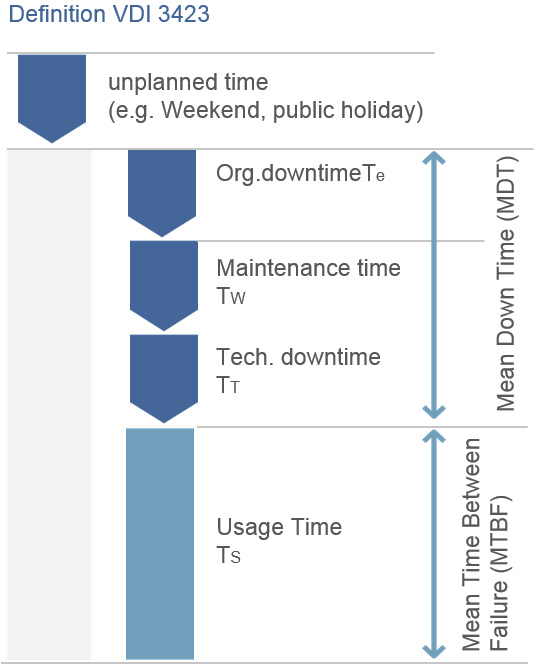
One goal of this training is to ensure a consistent understanding of the technical availability of equipment in accordance with VDI Standard 3423.
The top management expects to reduce
- technical downtime, i.e. unscheduled outages
- organisational downtimes, such as outages resulting from a lack of personnel, a lack of or defective material or equipment
- Times for planned maintenance work on the equipment in production.
How we work with your team:
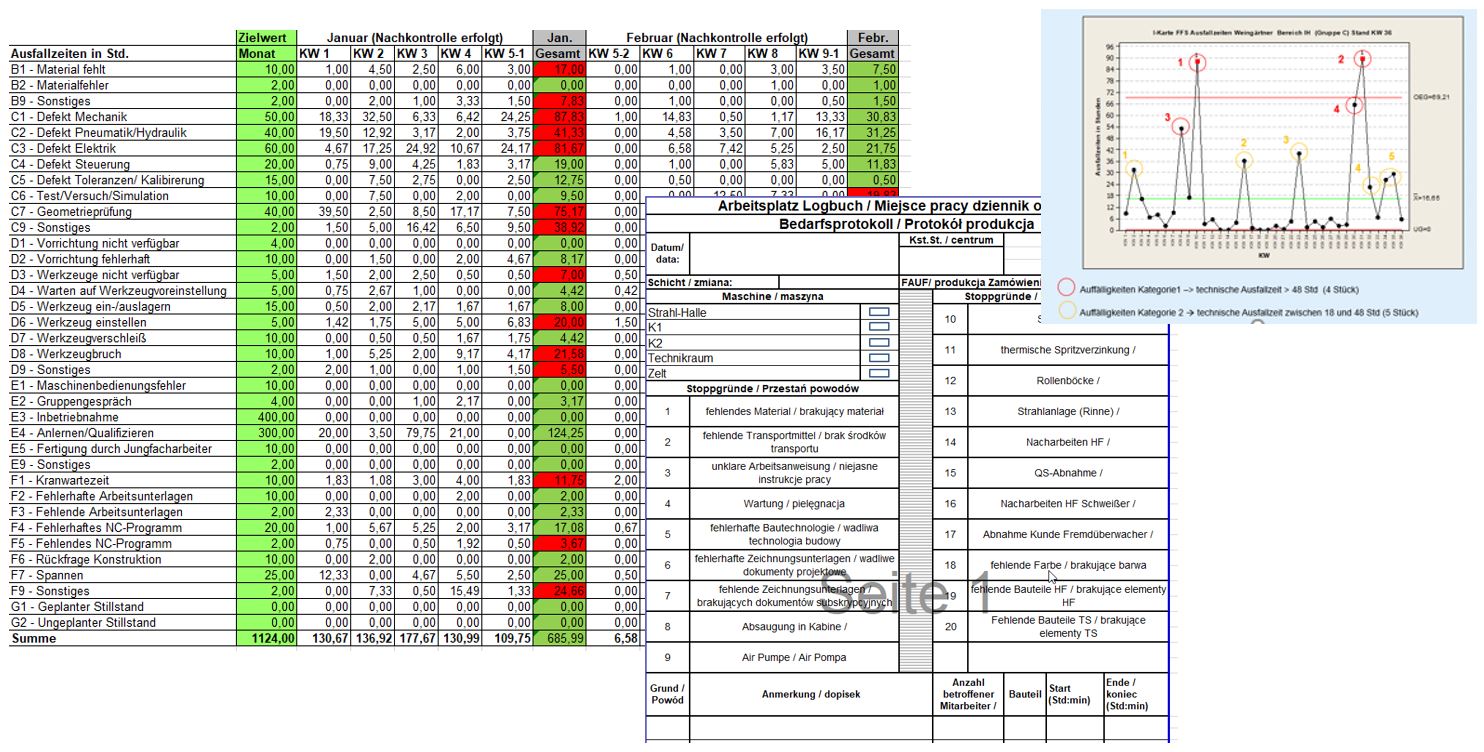
- The current state is considered in relation to time, e.g. whether the use time of the equipment is always so bad. This requires data from the equipment (log file, database, MDC or PDC data).
- A protocol is created for the recording and categorisation of the unplanned downtimes on the equipment. If this data is recorded on the PDC, equipment terminal or with protocols, a Pareto analysis and a time-based weighting of the reasons for the outage take place.
- The requirements and agreements with the machine manufacturers (maintenance schedules, maintenance activities, availability guarantee) are assessed.
- The work instructions and the status of training for machine operators and maintenance staff are verified.
- The equipment in the consignment warehouse is assessed with regard to critical machine parts.
- An assessment of the MTBF and MTTR (mean time to repair) is conducted in comparison to the requirements of the machine suppliers. The assessment is reliant on time recording being available for this data.
The result for you: Coordinated potential improvements. The changes required for this can be implemented in various projects.