Produktion
Analysephase
Die Analysephase zur Lokalisierung von Verschwendung in der Produktion startet mit der Bildung eines Teams für den mit dem Topmanagement abgestimmten Produktionsbereich.
Die Grundlage für unsere Systematik ist das Toyota-Produktionssystem (TPS).
Anschließend werden die ausgewählten Mitarbeiter von uns in dieser Systematik eingeschult.
Die Systematik
Die Aktivitäten in den betroffenen Bereichen werden mit der Unterstützung des Teams und mit unserer Standardarbeitsplatzbeschreibung wie folgt aufgenommen.
- Aufnahme der Aktivitäten an der Anlage
- Dauer der Aktivitäten in min
- Häufigkeit der Aktivitäten in der Schicht
- Länge der zurückgelegten Laufwege zur Durchführung dieser Aktivität
- Anzahl der Mitarbeiter, die an der Durchführung der Aufgabe beteiligt sind
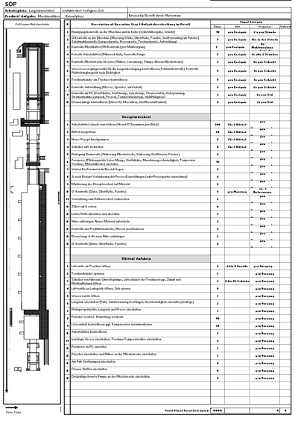
Die aufgenommenen Aktivitäten werden von uns (treibend) in Zusammenarbeit mit dem Team in „wertschöpfend“ oder „nicht wertschöpfend“ kategorisiert.
Kategorisierung
Die nicht wertschöpfenden Aktivitäten fallen sehr häufig unter folgende Kategorien:
- Motion
- Overproduction
- Inventory
- Transportation
- Over Processing
- Waiting
- Quality Defects
Das Ergebnis für Sie ist ein abgestimmtes Sparpotential. Die dazu benötigten Veränderungen können in verschiedenen Projekten umgesetzt werden.
Analysephase - fokussiert auf häufig angefragte Probleme
Die Klassiker
Für die Probleme unserer Kunden, mit den wir sehr oft konfrontiert werden, haben wir unsere Verfahrensweise in der Analysephase zur Lokalisierung möglicher Probleme weiter optimiert. Das Ziel ist, die Dauer der Analysephase für Sie zu reduzieren.
Wir haben in unserer Homepage einen Ausschnitt aus unserem Standardportfolio für Branchenlösungen aufgenommen.
Weitere standardisierte Lean-Ansätze wie z.B. Grobe Potentialermittlung mit einer Multimomentaufnahme, Bedarfsgesteuerte Personalplanung für Stammmitarbeiter und Leiharbeiter, VSA (Wertstrom-Analyse), 5S, Mitarbeiterqualifikation (Allrounder-Konzept), Schulungskonzept für Mitarbeiter, Andon, Andon Board, Materialfluss-Analyse, Shopfloor Management können wir problembezogen während unseres Initialgesprächs vorstellen.
Rüsten und Anfahren (SMED)
Wir starten die Analysephase mit der Schulung der ausgewählten Mitarbeiter
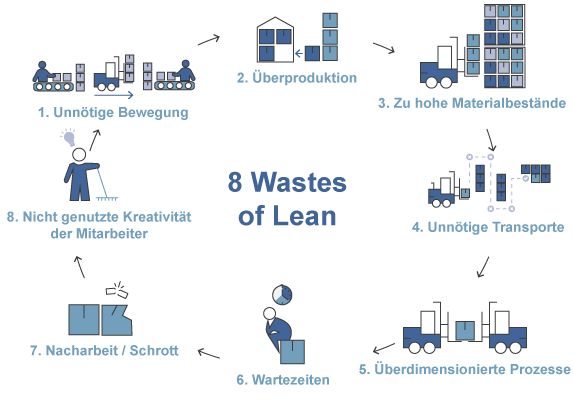
Die Erwartung des Top-Managements: Die Reduktion der Produktionszeitverluste beim Rüsten und Anfahren (Ramp Down, Setup, Ramp Up)
Unsere Verfahrensweise in der Analysephase für die Rüstvorgänge (Ramp Down, Setup, Ramp Up):
- Aufnahme aller Aktivitäten während der Rüstphase
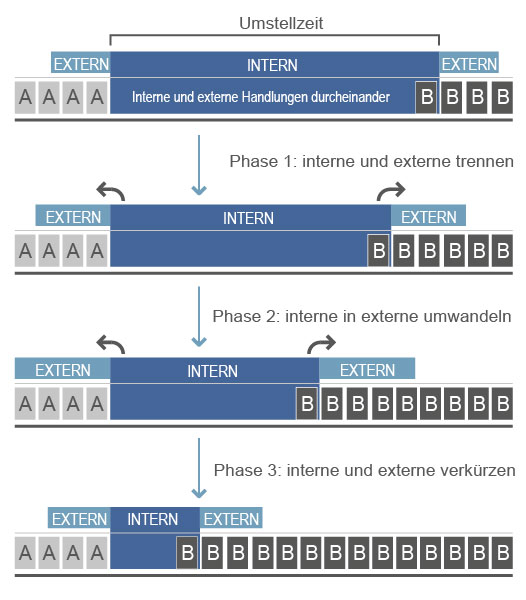
- Kategorisierung der Umstellzeit-Aktivitäten
- Externe Aktivitäten = Aktivitäten, die während der produktiven Zeit der Anlage durchgeführt werden können
- Interne Aktivitäten = Aktivitäten, die nur während der Standzeit der Anlage durchgeführt werden können
- Umwandlung der identifizierten internen Aktivitäten in externe Aktivitäten (Maximum anstreben)
- Reduktion der Dauer von internen und externen Aktivitäten
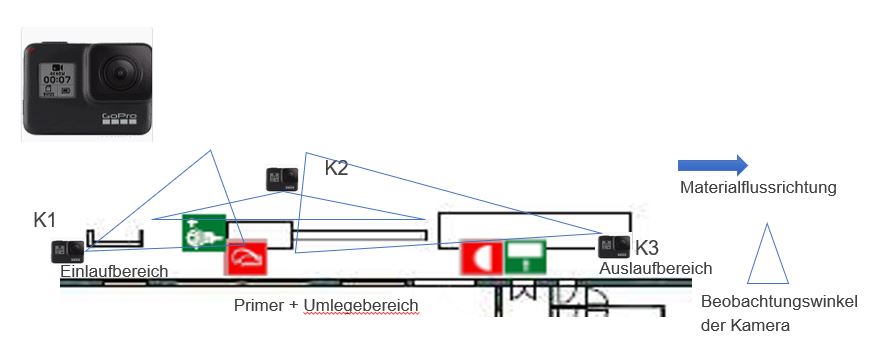
Wir favorisieren die Aufnahme der Aktivitäten mit Hilfe von unauffälligen Action-Cams (GoPro). Diese werden in der ausgewählten Anlage oder im jeweiligen Prozessbereich für die Dauer der Aufnahme positioniert.
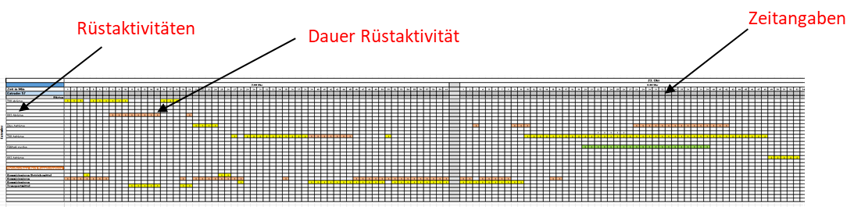
Die Ergebnisse der Aufnahme werden in ein Gantt-Diagramm (Standard Excel) übertragen.
Anschließend werden die Punkte 2,3 und 4 unserer Analysephase in Zusammenarbeit mit Ihrem Team umgesetzt. Das Ergebnis für Sie ist ein abgestimmtes Sparpotential. Die dazu benötigten Veränderungen können in verschiedenen Projekten umgesetzt werden.
WIP-Bestand, Engpassgesteuerte Produktion (Lean TOC)
Wir beginnen die Analysephase mit der Schulung der ausgewählten Mitarbeiter in unserem Analyse-Verfahren.
Die Erwartung des Top-Managements ist die Reduktion der WIP-Bestände und die Anpassung des Personalbedarfs an den Engpass und an das tatsächliche Produktionsvolumen bei einer verketteten Fertigung.
Grundvoraussetzung für eine schnellere Umsetzung der Analysephase ist die Existenz von Arbeitsplänen für die Produktion der unterschiedlichen Produktgruppen sowie eine Gut-/ Schrott-Mengenbuchung (Fertigmeldung) pro Arbeitsgang mit einem ERP- oder BDE-System.
Unsere Verfahrensweise im Detail
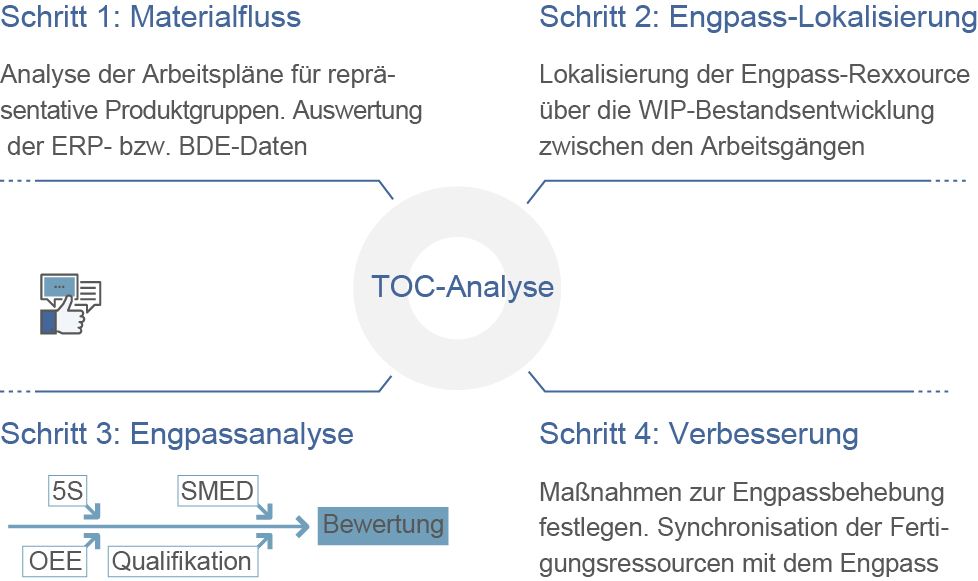
- Materialfluss-Analyse
- Analyse der Arbeitspläne für repräsentative Produktgruppen
- Auswertung der ERP-bzw. BDE-Daten
- Engpass-Lokalisierung
- Lokalisierung der Engpass-Ressource über die WIP-Bestandsentwicklung zwischen den Arbeitsgängen
- Engpassanalyse. Hauptursache für den Engpass lokalisieren (Root Causes)
- Bereitstellung Betriebsmittel, Rohmaterial, Informationen (5S)
- Rüsten und Anfahren (SMED)
- Anlageeffizienz (OEE)
- Qualifikation der Mitarbeiter (Multiskilling)
- Verbesserungen identifizieren und quantifizieren
- Maßnahmen zur Engpassbehebung festlegen
- Maßnahmen zur dynamischen Engpass-Überwachung festlegen
Die Umsetzung der einzelnen Schritte erfolgt in Zusammenarbeit mit Ihrem Team.
Das Ergebnis für Sie ist ein abgestimmtes Sparpotential. Die dazu benötigten Veränderungen können in verschiedenen Projekten umgesetzt werden.
Technische Verfügbarkeit von Anlagen und Gesamtanlagen-Effizienz
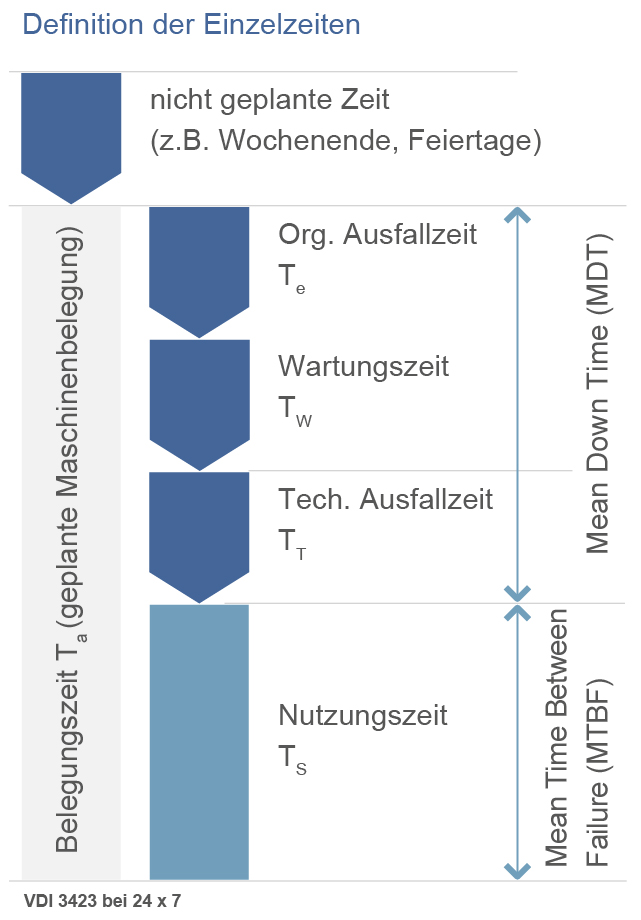
Technische Verfügbarkeit:
Zu Beginn der Analysephase werden Ihre ausgewählten Mitarbeiter in unserem Analyse-Verfahren geschult.
Ein Ziel dieser Schulung ist, das gleiche Verständnis für die technische Verfügbarkeit einer Anlage gemäß der VDI Norm 3423 sicherzustellen.
Die Erwartung des Top-Managements ist die Reduktion von
- technischen Ausfallzeiten, also ungeplanten Ausfällen
- organisatorischen Ausfallzeiten, beispielsweise Ausfälle aufgrund fehlenden Personals, fehlenden, fehlerhaften Materials oder Betriebsmitteln
- Zeiten geplanter Wartungsarbeit der Anlagen in der Fertigung.
Unsere Vorgehensweise mit Ihrem Team zusammen:
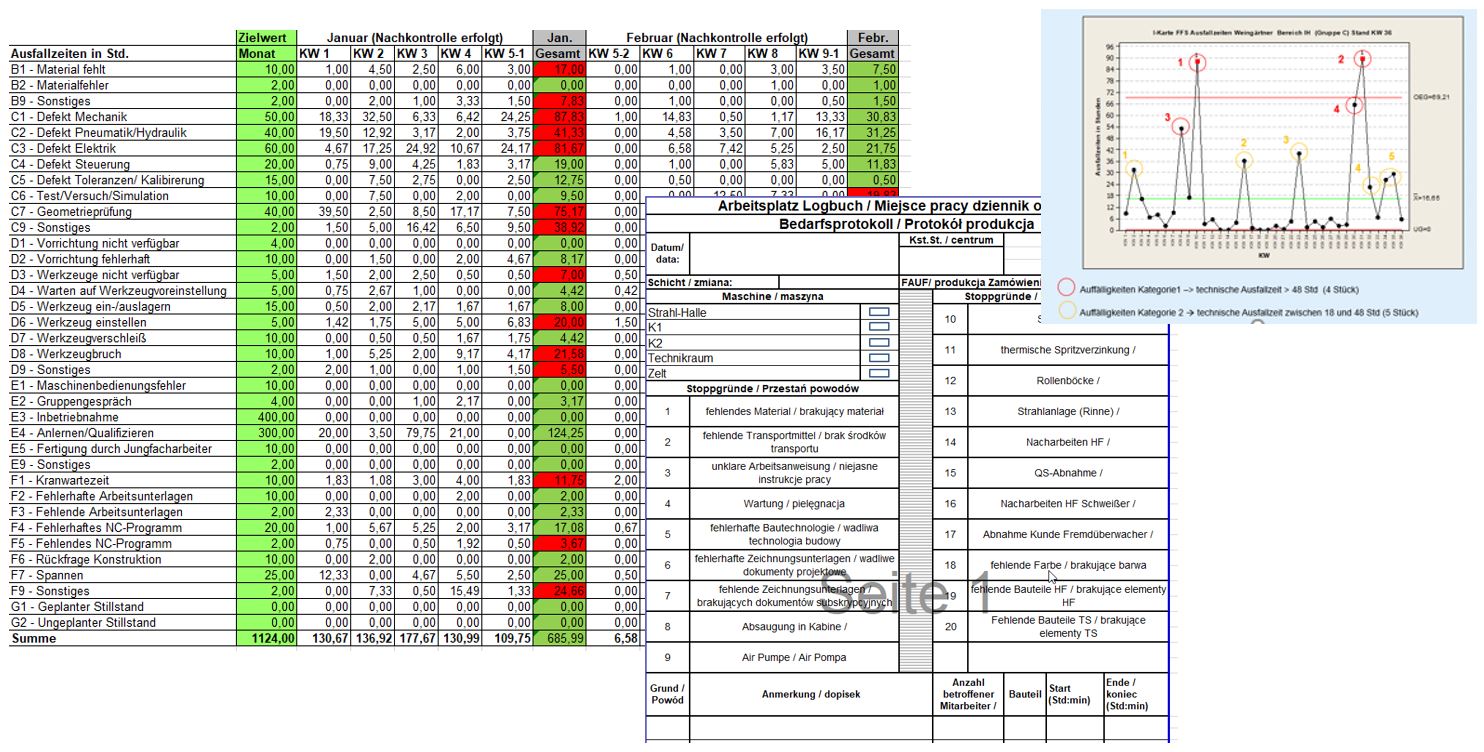
- Der IST-Zustand wird zeitlich betrachtet, z.B. ob die Nutzungszeit der Anlage immer so schlecht ist. Dazu benötigen wir Daten aus der Anlage (Log File, Datenbank, MDE oder BDE Daten).
- Es wird ein Protokoll zur Erfassung und Kategorisierung der ungeplanten Ausfallzeiten an den Anlagen erstellt. Werden diese Daten am BDE, Anlageterminal oder mit Protokollen erfasst, erfolgt eine Pareto-Bewertung und eine zeitliche Gewichtung der Ausfallgründe.
- Die Vorgaben und Vereinbarungen mit den Maschinenherstellern (Wartungspläne, Wartungsaktivitäten, Verfügbarkeitsgarantie) werden bewertet.
- Die Arbeitsanweisungen und der Schulungsstand für Maschinenbediener und Instandhalter werden geprüft.
- Es erfolgt eine Bewertung der Ausstattung des Konsignationslagers für kritische Maschinenteile.
- Eine Bewertung der MTBF und MTTR (Mean Time to repair) im Vergleich zu den Vorgaben der Maschinenlieferanten wird vorgenommen. Eine Voraussetzung für die Bewertung ist eine vorhandene Zeiterfassung für diese Daten.
Das Ergebnis für Sie: Ein abgestimmtes Verbesserungspotential. Die dazu benötigten Veränderungen können in verschiedenen Projekten umgesetzt werden.